
There is no one-size-fits-all ore-sorting solution; diligent
testing and close cooperation with knowledgeable vendors
are essential for acquiring a system capable of providing
maximum benefit. (Photo: Steinert)
Sort It and Save
Mine and project owners are increasingly interested in accurate, rapid sorting of
ore from waste rock at the earliest possible flowsheet step
By Russell A. Carter, Contributing Editor
Ore sorting is part of a larger assortment of technologies known as preconcentration, which also includes coarse particle recovery, dense media separation and gravity or magnetic separation. As the saying goes, a rising tide floats all boats, and the surging economic waters that are currently pushing the global mining industry to achieve better overall productivity, energy conservation and process automation are also raising its interest in preconcentration, including a range of emerging ore sorting technologies and new applications from both long-established providers and more recent mining tech startups. Also driving heightened interest is the use of mining methods such as block and panel caving, which are attractive to miners faced with developing low-grade, deeply buried deposits, but are generally hampered by reduced grade selectivity and offer a prime opportunity to use ore sorting for achieving higher mill feed quality. Higher prices for reagents, construction materials and increases in general operating expenses also makes the potential cost-saving advantages of ore sorting an appealing option for projects under development as well as mature operations.
However, even the most ardent advocates of ore-sorting technology will agree that its not suitable for every site. Structured, extensive testing of increasingly larger ore samples is highly recommended before making a purchase decision, and the fact that ore characteristics, flowsheet design and even financing arrangements often change during the early stages of project planning and development means that an ore-sorting method that initially tests well and seems suitable for purpose might not be the ultimate best choice. Prospective customers often have questions about system throughput capacity, the specific strengths and weaknesses of the various sensing technologies and the actual benefits available given their site requirements.
To get a better understanding of the market for ore sorting solutions, we asked Lutke von Ketelhod, business development manager-mining, at sorting-system specialist Steinert to comment on some of the broader issues and trends accompanying the rise of interest in ore-sorting tech.
E&MJ: Should new mine projects be designed from the start to
consider or implement ore-sorting technology when appropriate
to site geology and mineralogy? What benefits can be gained
by early inclusion of ore sorting systems? In general, what practical
aspects need to be considered before a mature operation
can efficiently adopt ore-sorting in the process stream?
von Ketelhod: The industry is showing great interest in testing
the sortability of their ore at a very early stage when developing
a mine. Steinert provides amenability test work services
for clients who only have limited drill-core material available to
evaluate the processing flow sheet for their ore deposit. Some
engineering and consulting houses are striving to have ore sorting
evaluation as a standard for new projects.
Ore sorting is the link between the mine and the processing
plant. If ore sorting can prove to be an option early in the project,
it can also open opportunities to evaluate ore zones which may be below cut-off grade, but due to benefi-
ciation by ore sorting can now be included
in the ore reserve. This can have important
implication in extending the life of mine
calculation, mining methods, down-stream
milling capacities, and wet processing, etc.
Implementing ore sorting in mature or
existing operations can also have a significant
impact in improving their operation.
Below cut-off grade ore zones could now
become part of the ROM mix, extending the
LOM. Apart from the economic advantages,
beneficiation of coarser size fractions provides
several factors enhancing a mines
ESG portfolio. The more waste rock that is
removed before the mill, the more energy
is saved and with feed-grade improved and controlled, vastly improving
downstream wet processing.
E&MJ: Traditional ore-sorting technologies have typically been
used in mostly high-value, low-volume applications in the past,
but as an expanding number of high-tonnage mineral producers
strive to reduce processing costs while raising throughput,
they are showing greater interest in ore-sorting tech that works
at higher process stream speeds and volumes. What benefits
can Steinerts products offer users with high-throughput requirements
right now, and what remains to be done to make ore-sorting
even more adaptable to high-volume process streams?
von Ketelhod: Steinert is continuously developing techniques
to achieve higher throughput rates for our ore sorting equipment.
For large particles, for instance, a combination of sensors
(XRT and laser) has been applied to provide accurate detection
data to distinguish between coarse chromite ore particles and
waste. This was not possible with a single sensor.
High capacities are very important in the finer size ranges
of -50 mm - +10 mm when the sorting efficiencies on liberated
particles are better than large particles containing lock-up
mineralization within the particles. Steinert has made significant
progress in increasing throughput rates, which are mainly dependent
on belt speed, belt coverage, sensor data processing/
sorting software and valve response time.
Other factors, such as material characteristics, operational
conditions, feed preparation, and plant design will also influence
the capacities of ore sorting. Test work is essential in determining
to what extent the throughput rates can be pushed.
Applications with clear-cut heterogeneous ores are usually easier
to run at high capacities.
E&MJ:
Sensor fusion involving an array of sensors offering
different methods or levels of particle analysis seems to be
of interest as a way of improving run-of-mine ore input data to
make that information more timely, accurate and useful for plant
operators and process-parameter refinement. What is the level
of industry interest in the concept, and how far along the path
towards full commercialization is the industry right now?
von Ketelhod:
Steinert launched its Kombination Sensor Sorting
(KSS) concept in 2017. Since then, significant advances
have been made in finding solutions for complex ore sorting applications.
For example, in a quartzite/sulphide vein-type gold
deposit, gold is found in dense sulphides as well as in lessdense
quartzite. XRT is utilized to detect dense gold-bearing
sulphides and a laser to detect brightly reflecting gold-bearing
quartzite. The sorter is thus able to produce a product of dense
sulphides and less-dense bright quartzite, and a waste stream
of less dense waste rock.
At Steinert, sensor fusion is referred to as multi-sensor
sorting. Up to four sensors can be incorporated into one sorter
machine. For example, the KSS CLI XT incorporates XRT,
induction, color and laser sensors in one sorter. Steinert is experiencing
a high level of interest for the industry for multi-sensor
applications. Numerous Steinert sorters are operational in
various ore sorting plants around the world, providing excellent
results on complex applications. A multi-sensor sorter also provides
the mine flexibility for further opportunities to adjust the
sorting program to adapt to changing conditions.
Sorting It Out
Mine project owners are finding that as the availability of different
sorting technologies increases, they have more latitude
to test and adopt the most appropriate technology for their
project requirements.
For example, in May, Canadian Critical Minerals announced
that it had secured a Steinert KSS 100 X-Ray Transmissive ore
sorter for upgrading of mineralized copper-bearing material currently
stockpiled on surface at its Bull River mine (BRM) project
near Cranbrook, British Columbia. The sorter will be leased for
a period of 12 months during which time the company plans
to screen, crush and sort the entire stockpile of approximately
180,000 metric tons (mt) of mineralized material. CCM said
it intends to pre-screen the entire stockpile, thereby removing
approximately 25% of the mineralized material as fines. The
remaining oversize material will be crushed to minus 3 in. and
this material will report to the sorter.
After investigating sorting systems based on XRT and XRF technologies provided by other suppliers and finding that OEM lead times for delivering new sorting systems could be as long as 46 to 50 weeks CCM concluded that leasing an available Steiner XRT ore sorting system could provide certain benefits, including a lowering of operating costs on a unit basis, a reduction in the volume of fine tailings created through the milling process and the overall volume of material transported to the tailings storage facility, a reduction in power consumption particularly in the grinding circuit, and a lower overall environmental impact. By pre-concentrating higher-grade material, the company said it also will have flexibility to ship that material to another permitted milling facility, thereby generating early revenues.
Norway-based sorting systems supplier TOMRA recently highlighted its progress on design and implementation of what it describes as the industrys largest lithium sorting plant, at a mine operated by Pilbara Minerals in Western Australia. The Pilgangoora hardrock mine produces a spodumene and tantalite concentrate. With 50 years experience in sensor-based sorting technologies and having designed and having built some 90% of the worlds large-scale mining sorting plants with a capacity above 300t/h, TOMRA told the client it could offer effective ore-sorting solutions with high sensor resolution and ejection accuracy that ensure high lithium recovery and waste removal with a stable and consistent performance at high capacity.
The TOMRA team conducted a geological assessment of sample ores supplied by Pilbara and found that the pegmatite deposit did have non-lithium bearing host rock intrusions with a high density like that of spodumene, which meant that it would also be concentrated when using heavy media separation (HMS) which, in turn, would reduce flotation efficiency and contaminate the final product. Sensor-based sorting technologies, however, could measure the color, density, and mineralogical variations in individual particles, enabling accurate detection and removal of the barren material.
TOMRA conducted extensive testwork at its testing center in Sydney. The samples were run at capacity on production sorters and included repeatability and variation testing. The test work benchmarked the expected performance of the sorters and was used to establish the sort quality on each of the ore types that will be fed through the plant. TOMRA reported that the sorting plants installation was underway and is expected to be completed later this year.
In February, the Australian company NextOre announced that it had completed assembly and factory testing of a magnetic- resonance truck load analyzer. The unit, measuring 7 m in diameter and designed to be suspended 10 m over 180-mt trucks, was put into service at a large copper mine in March. The analyzer will be used to detect copper as chalcopyrite. The company said the truck analyzer will be used to enable real-time, quantitative mine control, detecting the quality of ore carried in trucks as it is mined, eliminating both accidental losses of valuable minerals to waste and the processing of barren material. In addition to improving the efficiency of metal production from copper mines, NextOre said it also enables significant reductions in fuel, water, electricity and reagent consumption while also reducing the quantity of wet tailings produced for each ton of copper.
Around the Industry
If industry news announcements are any indication of an
emerging technological trend, the outlook seems promising for
integration of various types of ore-sorting systems into current
and future mining projects. Heres a sample of developments
reported during just the past few months:
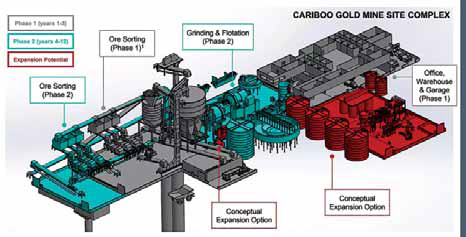
Osisko Development, a Montreal-based gold mining company, recently reported that it intends to employ ore sorting during phased development of its Cariboo underground mine project, targeted to produce approximately 1.87 million oz of gold over a 12-year mine life. In the first phase, ore will be initially pre-concentrated using mobile crushing and ore sorting, after which the ore will be trucked to the companys Quesnel River mill for further comminution, leaching, and refining.
In the second phase, a crushing facility will be constructed underground with ore subsequently brought to surface using a conveyor system. Crushed material will be screened to separate fine material, below 10 mm, and coarse material 10 to 25 mm. The coarse material will go to ore sorting, where gold-bearing material will be separated from waste. Fines and coarse particles will then go through a grinding circuit. Ground material will be sent to flotation for the last stage of pre-concentration. Ore sorting, grinding and flotation processing activities will be conducted in a service building at the mine site complex. The facility will serve as a pre-concentration step to reduce the overall operation and transportation costs producing a concentrate of approximately to 25 to 33 g/mt gold.
Toronto, Ontario-based Doré Copper also announced positive results from ore sorting test work in April for its flagship Corner Bay high-grade copper-gold project located approximately 55 km by road from the corporations Copper Rand mill, near Chibougamau, Québec. Steinert was commissioned to complete ore sorting tests at their facility in Kentucky, using a XRT sensor (X-ray transmission) and a laser sensor on a spatially diverse sample from the Corner Bay deposit.
The company explained that sorting, in addition to reducing operating costs for milling, flotation and tailings management due to a significant rejection of low-grade material, is expected to decrease the hardness of the ore sent to the mill (lower Bond Work Index of the sorter pre-concentrate product compared to the feed), resulting in potential energy savings. The commensurate increase in the head grade of the ore that will report to the flotation circuit has the potential to result in improved metallurgical recoveries in the flotation circuit and higher concentrate grades.
Another Canadian company, Laurion Exploration, reported that the Saskatchewan Research Council completed test work earlier this year using a 2-mt sample of 20- to 60-mm sized material sourced from the stockpile at its Ishkoday project in northwestern Ontario, to simulate a sensor-based sorting (SBS) operation and develop a sorting algorithm for future pilot plant work.
The results of the testwork, said the company, demonstrated that SBS laser and color sorting methods were successful in removing a significant proportion of vein host rock while still efficiently recovering small, fragmented quartz particles that are often associated with gold. Specifically, the SBS laser threshold setting could remove an estimated 92.6% of host rock (compared to vein material), while the SBS color and optical tests removed an estimated 89.6% of host rock, with efficient recovery of the quartz fragments often associated with gold.