 Gold producer Nordgold recently increases the processing capacity of its Taborny
Gold producer Nordgold recently increases the processing capacity of its Taborny
mine in Russia from 5 million
to 7.5 million mt/y. Included in the expansion project
is a new pumping station at the mines heap leaching site
comprising four Sulzer
pumps, each with a capacity of 400 m3/h.
The number of pump types used at any
large-scale metal mining operation might
only be surpassed by the range of sizes,
body materials, power demands and maintenance
requirements associated with
them. Pumping tasks can differ greatly
pit dewatering vs. mill discharge, slurry
vs. sludge, for example and like the human
workforce that installs, inspects and
services them, some pumps are generalists
capable of handling a variety of jobs,
while others are specialists, designed to
handle dedicated pumping tasks.
Theyre are among the oldest and most
tradition-bound equipment types used in
mining. As Harvinder Bhabra, head of the
fertilizers, metals, mining and chemical
process business segment at Swiss pump
builder Sulzer, pointed out in a white paper
last year, pumps have been used to
transfer fluids for centuries, progressing
from early Egyptian shadoofs basically
a pole and a bucket to the Greek
Archimedean screw and on to the highly
engineered designs available now.
Theyre also a major part of the picture
in any future vision of Industry 4.0.
Bhabra noted that over time, as industry
processes became increasingly sophisticated,
specifications for various pump
types demanded innovative manufacturing
techniques to keep pace. Some of
these include hydraulic profiling, CAD/
CAM, computational fluid dynamics, fi-
nite element analysis and 3D printing.
Most recent developments link to the advent
of the Internet of Things (loT) and
the collection of pump operating data
and condition monitoring. Real-time visibility
of a pumps performance provides
a reduced risk of unplanned downtime
caused by a failure. Mine-site pumps
also may be required to operate long after
mining activity ceases, for care and maintenance
purposes; reliability and remote
monitoring capabilities are critical factors
in those applications.
Next-generation models will likely not
just transfer media more efficiently but
will also be capable of sending performance
and machine health data at unprecedented
levels to a variety of digital
platforms and devices, as mining companies
continue to shift from capex to opexbased
models that demand constant and
comprehensive data flows for maximum
effectiveness. Increasingly, companies
are regarding pumps and the piping, valving
and control networks theyre part of as
an integrated fluids management system
that can be used innovatively to help resolve
broad industry issues of water usage
and energy consumption, along with
specific ongoing concerns about life cycle
costs, leakage and repair frequencies.
Design innovations that support this
approach are proliferating rapidly, encompassing
features ranging from easier access
for inspection and adjustments to quicker
changeout of wear-prone components.
Integrate for Efficiency
Mine and plant pumping requirements
can span a range of demands that vary
from simple and straightforward to multidimensional,
and obvious system choices
arent always the complete answer to a
pumping problem: For example, the favorable
economics offered by a properly
sized, efficiently powered and well maintained
pump can be degraded by a piping
setup that causes severe water hammer
incidents resulting in leakage or pump
damage; or a crucial heavy-duty valve may
be so large that it requires extra vertical
clearance to install and operate and a
crew of workers to safely maintain it; or
perhaps a failing critical pipe section that
was assumed to be protected against corrosion by its fusion bonded epoxy (FBE)
lining should have been roto-lined instead
for better performance.
These are all reasons why an integrated
approach to pump-system design
usually pays off. (As an example, see the
accompanying sidebar describing how
one pump suppliers methodology solved
multiple system demands at a Mexican
gold mine.) All major pump manufacturers
offer various levels of needs analysis,
design consultation and on-site support
both before and after system startup.
And, as well see further along, third-party
participants such as electrical and
engineering contractors, pump component
suppliers and others can provide
significant value to customers through
advice and services related to pumping
facility location and layout, monitoring
and maintenance.
Recent pump models coming through
the product pipeline offer end users a
constantly expanding range of options
for pump-system flexibility. Tsurumi, for
example, has been particularly active
during the past year, adding to its LH
series heavy-duty submersible pumps for
mining applications and introducing the
GPN 837 heavy sand pump.
The new LH-D-series features two-pole,
110/185 kW motors and a double-suction
impeller to deliver reliable performance in
high-volume, high-head applications. The
company said the pumps, with a maximum
capacity of 14 m3/min and a maximum
head of 92 m, meet the needs of
open-pit and underground mining, heap
leaching and large-scale tunnelling work.
According to Tsurumi, an important
feature of the new LH-D series is the
ability to draw large volumes of water
from both the upper and lower sides of
the double suction impeller, thus reducing
thrust load, extending bearing service
life and increasing the stability of
pumping operations. The pumps have a
flow-through design that actively cools
the motor during extended operation at
low water levels and a useful inspection
window at the bottom of the stuffing box.
The top-of-the-line GPN 837 heavy
sand pump is rated at almost 2,400 gallons
per minute (gpm) and is designed for use whenever large amounts of solid
matter are involved, Tsurumi said, noting
that the unit can pass up to 30-mm
rocks. The 1,800-lb (815-kg), 39-in.-tall
(1-m) pump is powered by a 50-hp (37-
kW) motor and features an oil filter that
uses centrifugal force to lubricate in any
position. The GPN 837 pumps vertically
up to 78 ft (24 m) and when submerged
is pressure-resistant down to 30 m.
Tsurumi recently began to promote its
Tandem Kit, a pumping innovation developed
for high-head applications where
the need for strong output and thus,
larger pumps collides with a lack of
installation space, a situation not uncommon
in underground mining.
As a solution, Tsurumi developed the
Tandem Kit, which is attached to the casing
of the LH and LH-W series pumps and
enables two pumps of the same model to
be easily connected in series, providing
twice the total head of a single pump at a
fixed flow rate. The operating principle of
this method is the same as that of a multistage
pump, according to the company,
which has six 4- to 40-hp (3- to 30-kW)
pump models that are compatible with
the kit, with most featuring a dual impeller
design. The standard kit, which can be
easily attached to the pumps at the work
site, provides a maximum 833-ft (254-
m) head, and a 400-m head is achievable
with optional equipment.
Weir Minerals has launched several
new products, including the VL axial
pump, horizontal process pump and vertical
high-pressure molten salt pump, all
in the companys Lewis line. In addition,
it introduced the mobile Multiflo LF pump
range, available in different configurations
to meet varied demands including applications
where liquids may contain high percentages
of solids or acidic conditions with
low pH values. Mounted on either a trailer
or a skid, the pumps are available with Tier
3 or 4 diesel power or an electric motor.
Weir said the pumps impeller design
and larger-diameter pump shaft enables
efficient handling of large solids while
reducing operational and maintenance
costs. This is achieved through an advanced,
high-efficiency pump-end that
requires less energy to process fluids.
 Weir Minerals says its latest MultiFlo pump model features an
Weir Minerals says its latest MultiFlo pump model features an
enclosed impeller design and larger diameter
pump-shafts,
allowing the unit to efficiently handle large solids at lower
operating cost.
from 100 m3/h to 3,200 m3/h, and discharge
heads of 10 m to 210 m. The lines
robust bearing frame and pump shafts
have been proven to result in fewer seal
failures and shaft breakages under extreme
conditions, according to the company.
Vertiflo announced the Series 1600
horizontal close-coupled, vortex end-suction
pump line, offering capacity up to
1,600 gpm, heads of up to 170 ft, and
capabilities for handling temperatures of
up to 250°F. The pumps, offered in cast
iron, stainless steel or alloy construction,
feature a convenient, cost-saving back
pull-out feature for easy inspection or
maintenance, and an impeller design that
facilitates better passage of solids, reduces
axial loading, and prevents dirt from
entering the sealing area.
Innovation Leads to
Optimization
Innovative applications of existing technologies
and improved material properties
are also contributing to pump performance
and reliability. Sulzer recently reported
that, by using bearing manufacturer SKFs
fiber-optic sensing system to validate new
pump designs, it can confirm product performance
using actual measurement data
previously unavailable. Sulzer said it used
the SKF system to verify the design of a
new centrifugal process pump.
The sensing system measures loads directly
in the bearing, which gives a deeper
insight into a pumps actual operating conditions.
Design verification, using real load
data, is enabling Sulzer to further improve
its pump designs, and enable product design
verification with real-time data rather
than calculated scenarios. It improves physical
test confidence and reduces time to
market said Daniel Perreng, sales and market
champion, fiber optic sensing at SKF.
The system uses load-sensing bearings
with fiber optic sensors, fitting the
most commonly used bearing sizes used
in heavy-duty process pumps. Only minor
modifications are needed to install the
sensors in the bearing housing, according
to SKF, which explained that it measures
bearing loads, and changes in loads and
directions, accurately and repeatably. The
system can also determine housing and
impeller qualities and alignment.
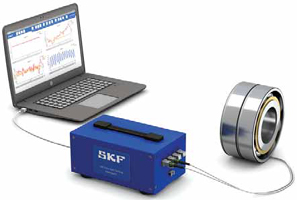 A major pump manufacturer used SKFs new fiber-optic sensing system to
A major pump manufacturer used SKFs new fiber-optic sensing system to
validate its design of a new centrifugal
process pump. The system can
measure bearing loads and also can determine housing and impeller
qualities and
alignment, according to the company.
It was tested and validated on a Sulzer
mechanical test rig. SKF said that while
Sulzer used the system in a research capacity,
an end user can also use it to collect
detailed data in the field. SKF will
offer global support for setting up the system
and training of Sulzer staff at their
R&D sites as well as provide data analysis.
Gorman-Rupp recently developed a
new integrally mounted diaphragm priming
assembly as an option on select 4-
through 12-in. (100300 mm) Prime Aire
and Prime Aire Plus pump models. Offered
as an alternative to the venturi/compressor
priming system on Gorman-Rupps priming-
assisted pump models, the diaphragm
primer delivers up to 60 cfm (1,700 lpm), a vacuum to 30 ft (9.1 m) and is rated for
temperatures as low as 15°F (-9.4°C).
The company said the new primer assembly,
with fewer components, offers
reliability and increased efficiency, as
well as higher lifts. Reversed air flow and
thinner valves help any liquids entering
the primer to escape easily. The new primers
single-bearing housing has fewer leak
paths and alignment issues compared with
dual-bearing housing alternatives.
New synthetic-based products such as
SealRyt Corp.s Style 2017 stuffing box
packing and South Africa-based Vesconite
Bearings Hitemp 160 can provide better
performance in tough mine pumping applications,
according to both suppliers.
Style 2017 packing consists of pre-twisted
high-carbon yarn with monolithic polyester
filament that is interbraided with an asymmetric
matrix. According to SealRyt, Style
2017 exhibits very high tensile strength,
is shaft friendly and resists picking and
fraying wear, along with offering significant
heat dissipation properties. Its pre-twisted
configuration allows all beneficial material
characteristics to be present throughout
the entire product matrix.
Earlier this year, Vesconite reported that
a pump containing three sleeve bearings
made from its new bearing material, Hitemp
160, which can operate at temperatures
up to 160°C (320°F) and is
resistant to abrasion, was tested and received
South African Bureau of Standards
(SABS) certification.
The pump tested, according to the
company, is part of a range of large vertical
spindle suction pumps that will be
primarily used in mining. The pump
manufacturer tested and included our proprietary
Hitemp 160 material, which has
excellent abrasive properties, negligible
water swell and allows the pump to run
dry periodically, said Phillip de Villiers,
Vesconite pump applications specialist.
Having a material that could aid in the
pumps need to run dry occasionally for
short periods of time was a priority, and
our material could serve that need in
this specific application, noting that the
new material fills a gap in the market for
high-temperature bearings that are able to
operate in immersed conditions.
Ehouses Enter the Picture
Project owner reluctance to construct permanent
structures at remote mine-site
locations is converging with the industrys
attraction to digital solutions and modular
design to drive increasing interest in
Ehouses and similar movable enclosures
for pump power, control and protection.
As E&MJ reported in the November 2020
issue, Weir now offers a skid-mounted
pumphouse that features towable relocation
capability, adjustable leveling, an internal
gantry crane, pump component lifting
jigs and multiple access points for ease of
maintenance. One of these mobile systems,
recently delivered to a client, incorporates
an integral gland water supply system and
a three-point pump base-mounting system,
which allows the base and skid to act independently,
minimizing the risk of pump and
motor shaft misalignment during operation
and the relocation process.
 Ehouses offer an economical, easily relocatable and flexible solution for mines that need to
Ehouses offer an economical, easily relocatable and flexible solution for mines that need to
house and protect pump
controls and other low- to medium-voltage equipment in remote
areas. (Photo: Morrrison-Maierle)
Ehouses transportable prefabricated
electrical equipment structures containing
medium- and low-voltage switchgear and
motor control electronics are gaining
popularity, in part because the reduced size
of this gear due to digitalization allows more
of it to be packaged efficiently in smaller
spaces. E&MJ asked Brian C. Literski, electrical
engineer with engineering and professional
services group Morrison-Maierle, to
describe some of the advantages Ehouses
can provide in pumping applications.
Literski, who has designed a number of
Ehouses for Morrison-Maierle clients over
the past 8-10 years, said project scheduling
benefits are the primary driving factor
for Ehouse orders from mining clients.
Mines identify a project, get it funded
through their process, and then hurry to
get the project installed within the fiscal
period. The Ehouse approach enables the
owner to procure long lead-time items
medium-voltage VFDs, for example and
have them shipped to the Ehouse manufacturer.
The Ehouse manufacturer concurrently
works on the building structure
and once they receive the equipment they
can install, test and wire most of the components
in a matter of two to three weeks.
Another plus for Ehouses is that once
the design is bid and priced, we have seen
very few change orders on them. Pricing is
firm except for shipping rates, which are
usually determined in the last few weeks
before delivery, Literski explained. Quality
control and labor costs also enter into
the equation: Having qualified trades
people working [on an Ehouse] in a manufacturing
facility helps with quality control
of the installations, and labor costs
are lower because project owners may
avoid having to pay on-site workers overtime
or per diem, he noted, particularly
when conditions at the installation site
can result in schedule disruptions. And,
he continued: The systems contained in
the Ehouse are also more plug and play.
The entire unit arrives ready to be set in
place and have external wiring connected.
The internal wiring is already completed
with equipment mounted and tested.
Ehouse sizes vary, Literski said, with
typical dimensions in the range of 12
ft wide x 40 ft long x 12 ft high or less,
which makes shipping logistics easier. He
also designed a unit that measured 14 ft 2
in. wide x 46 ft long x 13 ft high, weighing
about 90,000 lb with equipment installed.
Ive also seen two structures bolted together
to make a wider Ehouse with passthrough
doors to access each side. And
when the pumping station only uses low
voltage (480 volts or below), we can use
a Conex style 8 ft wide, with varying
lengths to house the equipment.
These enclosures can easily meet the
industrys need for expanded instrumentation,
data collection and security, said
Literski. Weve included control panels
and communications equipment in every
Ehouse weve designed. The data links we
provide to these units have enough bandwidth
for process control data delivery as
well as security cameras. And Ehouses are
not just limited to pumping stations; any remote
location that requires electrical power,
data acquisition, or a combination of both
are good candidates.
Valves: Less is More
Valves may not be the largest cost-per-unit
item in a piping system, and their selection
may not be at the top of project engineering
focus, but the wrong choice either
from cost considerations or misapplication
can have a disproportionate effect on
process efficiency and facility safety. Lack
of corrosion resistance, inappropriate pressure
ratings and pressure loss throughout
the system, or unnecessary system weight
and stress are all problems that can contribute
to poor piping-system performance.
Weir Minerals, for example, unveiled
the Isogate WR knife-gate valve line,
which the company said is designed to
provide higher reliability at considerably
less weight than equivalent mining valves.
Weve optimized the Isogate WR knife
gate valves body design, by reinforcing the
areas subjected to the harshest wear and
pressure. At the same time, weve reduced
the weight elsewhere to produce a robust,
long-lasting mining valve thats signifi-
cantly lighter than comparable products,
said John Abbott, global product manager,
valves and tailings. The weight reduction
can be especially significant in situations where a number of valves are used on a
specific installation, such as in a hydrocyclone
cluster, or where lightweight piping
systems are used.
The gate has also been redesigned,
with stronger materials resulting in a
thinner gate that can still withstand the
pressure of mining slurries. This combines
with a unique gate guide that reduces
deflection by ensuring smooth gate
movement and less stress on the sleeve
elastomer during blade transition.
The Isogate WR knife gate valve features
the IsoGate WSL sleeve, which, according
to the company, uses proprietary
Linard HD 60 silica-reinforced natural
rubber to solve three common problems
with sleeved knife gate valves: leakage
during cycling, tearing and load distribution
ring (LDR) failure due to corrosion
and erosion. The Isogate WSL sleeve fully
encloses the LDR to prevent corrosion. By
allowing the rubber to move as the blade
cycles, the design reduces the chance of
tearing while reducing slurry discharge by
up to 75%. The sleeve, according to Weir,
also can also be used in existing Isogate
WS knife gate valves, improving wear life
and decreasing discharge on cycling.
When designing the Isogate WR knife
gate valve, we focused on features that improve
the everyday experience of working
with our valves. This includes important
things like improved grease distribution
and improved body flushing when used on
high solids concentration applications. Indepth
finite element analysis (FEA) enables
us to ensure the products integrity, while
making it lightweight. There are also a lot of
smaller features to make life easier, such as
a larger grease reservoir, ISO mount standardization
and an external visual indicator
for the valves status, Abbott said.
Last year, Flowrox introduced a major
design change for its larger (>DN 900)
slurry knife gate valves. The traditional
valve-actuator tower design, according
to Flowrox, usually works well with this
range of valve sizes, but also results in
extremely tall units. Flowroxs new design
eliminates the cylinder tower and repositions
the actuator cylinders to the side,
significantly reducing valve height.
As an example, a DN 1200 valve with
the traditional tower design could be as
tall as 5.6 m (18 ft) in open position,
making the valve more difficult to handle,
less stable during assembly and harder to
access for maintenance. The new Flowrox
design for valves from DN 900 to DN
1500 has actuator cylinders on each side
of the valve. Compared to the conventional
design, a Flowrox DN 1200 knife gate
valve is only 3.6 m (12 ft) tall in a fully
open position. All maintenance access
points are located less than 2 m from the
ground, making them easily accessible.
Another change affects the valve body,
which in conventional designs comprises
two pieces that are bolted together, increasing
the possibility of leakage and requiring
tedious unbolting/bolting during maintenance.
The new Flowrox valve body is cast
in one piece, reducing the risk of leakage
and containing fewer parts, for savings in
spare part inventory and maintenance time.
Red Valves long-established and popular
Series DX slurry knife gate valve was
designed to be durable and user-friendly for
difficult slurry applications, according to the
company. The fully elastomer-lined DX prevents
slurry buildup or dewatering by eliminating
the seat cavity. Reinforced elastomer
sleeves seal against each other, providing a
100% full-port opening, minimizing turbulence
and wear when the valve is open. Seats
isolate and protect metal parts from contacting
process media. When closed, the sleeve
provides a drop-tight seal in both directions.
As featured in Womp 2021 Vol 04 - www.womp-int.com