
Today, technologies are being used for fast,
early-strength shotcrete liners that allow for the
safe re-entry within a short period. (Photo: Sika)
Better Shotcrete Mixtures and
Robotics Allow Rapid Development
Several suppliers and service providers are looking at new ways
to consistently apply shotcrete safely and quickly
By Steve Fiscor, Editor
With more miners pursuing ore at depth, its also important to remember that shotcreting systems can also affect the rate of development. If some shafts and tunnels are not lined quickly, the rock begins to deteriorate. Slow shotcreting systems that generate a lot of dust or waste can hinder development rates. Reducing the time it takes to line an ore pass, shaft or tunnel, will only improve development rates.
The worlds largest underground operations have extensive shotcreting operations and the industry could learn from their experience. New mixtures and application systems have been introduced, which are also saving mines time and money. Looking toward the future, researchers are already looking at ways to digitalize this process, much like many of the other mining processes.
Rapid Development for Mass Mining
A significant portion of the future copper
supply is scheduled to come from large,
underground, block and sublevel cave
operations, currently in development or
planning stage, including the Grasberg
Block Cave (GBC) in Indonesia, Oyu Tolgoi
in Mongolia, Wafi Golpu in Papua
New Guinea, and Chuquicamata in Chile.
These projects will all have ore throughput
rates of around 100,000 metric tons per
day or greater and, to provide the support
infrastructure and the footprint for such
outputs, rapid mine development is critical
to source ore from a first drawpoint in
time. Two key projects have laid the basics
for such underground, mass-mining techniques
and have provided many lessons
for projects to follow, according to Sika.
Codelcos El Teniente mine in Chile and LKABs Kiruna mine in Sweden provide some of the best demonstrated practices in terms of efficient underground development and decades of operating excellence. Sika has been involved in both projects for many years and has helped develop efficient underground mining schemes based on an in-cycle shotcrete that allows rapid mine development rates. Over the years, many hurdles have been overcome and Sika explained that today its technologies are being used for fast, early-strength shotcrete liners that allow for the safe re-entry within a short period. Elevated and changing lithological stress levels, induced by deeper extraction levels and a migrating cave front, has become more and more important over recent years, and today efficient shotcrete liners have the capability of taking on deformations early on, either gradually over time or during sudden seismic events.
Kiruna is seen as one of the most mechanized and efficient mining operations globally and is used as a raw model for many block caves under development. The in-cycle shotcrete requires early strengths of 4 MPa after 4 hours with a minimized two-component binder consumption. Additionally, the shotcrete mix is designed to reduce rebound of the sprayed concrete to a minimum and interact optimally with the added fiber to cope with seismic events and increased rock strain levels at the deeper installed sublevels. Sika explained that specially designed plasticizers and shotcrete accelerators have been customized for the cement and ambient site conditions to achieve this. With an ongoing cost-performance optimization, Kiruna is certainly spearheading underground development when it comes to in-cycle shotcrete application.

For both Kiruna and Grasberg, the geographical location represents a major challenge. Kiruna endures very harsh climatic conditions during the winter months and Grasberg has a challenging and long supply route. Choosing the right types of admixtures to reduce the amount of cement, for a certain strength requirement, according to Sika, is critical to keep logistics and costs under control. Especially when large shotcrete volumes are required, there is need for a lean and easy mix design with a limited amount of components for storage and handling. This allows efficient and large-volume concrete production in the batch plant and avoids poor mixes, not fulfilling quality control, which may require disposal. Efficient handling of the primary shotcrete support installation has contributed to the GBC footprint development and it is now on schedule to produce ore from first drawpoints.
Sika said it is at the forefront when it comes to supporting technological improvements in mining and speeding up mine cycle times for projects.
Shotcreting Robots for Tunneling and Shaftlining
Since 1991, Shotcrete Technologies Inc.
(STI) has developed and fabricated Shot-
Tech Robotic Arms. A technical breakthrough
for STI came in 2009 when they
used a robotic shotcrete system to line
the New Afton shaft in British Columbia.
The company had been developing the
system for years and they decided to use
a wet-mix centrifugal sprayed concrete to
line a 3.5-m diameter, 290 m-deep raisebore
shaft. Instead of adding air at the
nozzle as in wet-mix shotcrete or water
at the nozzle as in dry-mix shotcrete, the
concrete mixture is pumped to a nozzle
that spins at speeds up to 5,000 rpm and
sprays the concrete onto the surface.
The project was a success and they demonstrated, for the first time in North America, that centrifugal sprayed concrete technology could be used to line deep shafts effectively and rapidly. A project that would have taken six weeks for robotically applied dry-mix was completed in 10 days with a minimum amount of waste or rebound. At the end of the project, they had two wheelbarrows full of rebound, said Kristian Loevlie, president, STI. This wet-concrete process generates very little dust. He believes that eventually all shotcreting systems will become wet-mix applications because of the dust and rebound.
Today, Loevlie and his team are routinely lining 400-m raise-bore shafts and ore passes with abrasive-resistant shotcrete. The importance of this process is that we can stop the newly opened ground from deteriorating either as a temporary or final lining, Loevlie explained. We can seal these shafts in a day or two with 6,000 to 7,000 psi fiber-reinforced shotcrete in place, Loevlie said. Thats a big improvement when it comes to raise boring or shaft lining.
This shotcrete includes amorphous pozzolan, which maintains moisture long after portland cement has dried out and started the deteriorating process, Loevlie said. The pozzolan makes the mix less permeable, more cohesive and provides the means to place a higher quality shotcrete in place. This instant lining during and after raise boring operation will help increase the time vent raises, ore passes, etc., can be put to use, saving time and money.
STI is also developing compact systems for use in underground ore passes and development work. These systems have been designed so that they can be mounted on a pickup truck or carried with a skid-steer loader, which includes a winch, a small grout/concrete pump, a grout/concrete mixer and sand/cement prebagged or supersacks 0.5-cm more or less. This is how shaftlining can be done without depending on or interfering with production in the mine operations.
Developing Autonomous Shotcreting Systems
At the 2018 Society for Mining, Metallurgy
and Exploration annual meeting, Tobias
Hartmann presented A Leap Toward
Automation in Shotcreting. Hartmann
is a Ph.D. candidate with the Institute of
Advanced Mining Technologies (AMT) of
the RWTH Aachen University.
At many mines, the shotcreting machine is controlled by a remote operator near the machine. The amount of concrete applied to the surfaces and the quality control of the process is very subjective. That combined with the environmental conditions underground (i.e., dust, line of sight impairment, etc.), it is difficult to guarantee consistent concrete thicknesses throughout the process.
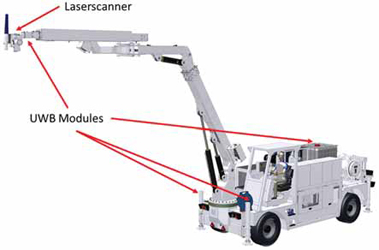
To support the operator, AMT researchers are developing a new concrete injection vehicle, which will be equipped with sensors to monitor all steps of the procedure, including an initial tunnel scan, concrete application and quality control (post tunnel scan).
A laser scanner mounted on the vehicles arm would scan the tunnel. During the concrete application, the system would monitor the nozzle positions and the concrete flow to create a virtual representation of the concrete thickness. The researchers are also using Ultra-Wideband (UWB) radio technology and an inertial navigation system (INS) to determine the position of the rigs application arm. After the application process, a second laser scan evaluates the concrete thickness.
The arm is never in the same position twice so the scanner position must be localized to match the two scans to determine the layer thickness. Hartmann described the development of a localization- technology consisting of UWB and INS, including sensorfusion. The localization modules are used to determine the arm position, Hartmann said. He said they preferred this method rather than placing encoders on every joint, which reduces the places where the system can fail. The UWB solution gives a good inital guess, which will generate more precision.
While describing laser scanners, he reminded the audience that its important to determine the desired level of precision and accuracy. After testing several scanners, the AMT researchers found the accuracy to be quite high, but precision varied between 4 mm and 10 mm. Ultimately, however, they opted to use a 2D scanner. Hartmann walked the crowd through several sweeping scans. Because of the geometry, the system cant scan too far ahead, Hartmann said. A good distance is 7 m or 8 m, scanning 15-m sections at a time, which is sufficient for shotcreting in tunnels.
When it comes to digitalizing the shotcreting process, one of the major challenges is the localization system, Hartmann explained. You may want to do that with lower cost hardware just to match the scan, Hartmann said. Storing the data and post processing of the data in a timely fashion is another challenge. Then, there is need to develop a user-friendly interface. Hartmann believes that an affordable, robust system could eventually be developed.