Last month (May 2014, pp.66-71), E&MJ
looked at some of the major suppliers of
screens and screen media, with specialties
ranging from dewatering in coal washeries
to aggregate production, scalping and trash
capture in carbon-in-leach (CIP) plants.
Operators clearly have a large number of
choices, with some manufacturers offering
packages of both the screen hardware and
the media to go with it, while others specialize in the development of media that
can be fitted to other companies’ screens.
As a follow-up to that, E&MJasked a
number of industry experts for their views
on developments that have taken place in
screen media over the past five to 10 years.
The questions covered topics such as the
materials now available for different applications, the design of screen media, and
problems that they commonly encounter in connection with the incorrect
use of media on screening plants. They
were also asked for their advice on how
screening costs can be reduced, as well as
their predictions about screen-media developments and usage trends in the future.
A Question of Materials
E&MJ’s first question concerned developments over the past five to 10 years in
the materials used in screen media, and
their durability.
Derrick Corp.’s sales manager for North
America, David Perkins, told E&MJthat
the company has continued its quest to
produce the finest, long-lasting screen
panels in the world. Derrick uses its own
proprietary blends of urethane materials
to achieve a panel that is robust, while
maintaining the highest open area available, he said, noting that in 2013, Derrick
produced its finest urethane panel yet at
45 µm (325 mesh).
According to Sandvik,over the past 10
years, it has developed a complete range of
screening media, encompassing modular,
reinforced and tensioned panels. In applications with high abrasion, such as hard
rock and metalliferous ores, it recommends
the use of a high wear-resistant rubber,
with the flexibility of the rubber being chosen based on the separation and application criteria. Separation at smaller sizes
requires more flexible rubber, while heavyduty applications (coarse materials and
larger separations) require stiffer media.
The quality of the rubber is key, with each
product needing a high-performance rubber with outstanding mechanical properties, the company said.
Jeff Easton, a principal process engineer
at WesTech Engineering,told E&MJthat
since the mid-2000s, the company has put
significant effort into improving its specialty screening products such as its media
retention screens. Adsorption carbon as well
as newer synthetic resins must be retained
in a leach vessel by the inter-stage screen
while at the same time allowing the mineral slurry to pass through, he explained.
“Wear on the screen media can be
significant, impacting not only longevity
but also consistency in the retention aperture over time as well,” he said. “WesTech
has combatted these challenges by utilizing a high wear-characteristic alloy and
steeper wire wedge angle, allowing its
screens to not only resist wear, but also
maintain an appropriate aperture range
ensuring less loss of near-size valueloaded carbon or resin.”
Speaking for the Canadian company,
Major Wire Industries,President and CEO
Jean Leblond said that high-performance,
self-cleaning screen media using
polyurethane strips have been achieving
increasing market awareness, replacing
woven wire on the one hand and polyurethane or rubber on the other. The company’s Flex-Mat 3 eliminates virtually any
blinding and pegging, he said, and accelerates stratification due to its independently vibrating wires. “It lasts between
three and seven times as long as woven wire, giving up to 50% more higher-quality
production,” Leblond said, adding that
Flex-Mat 3 produces up to twice as much
as polyurethane or rubber media for users
looking for more tons per hour.
 FLSmidths screening experts point out that the companys use of high-quality spring-steel frames allows
FLSmidths screening experts point out that the companys use of high-quality spring-steel frames allows
modular screen media to achieve a much higher open area while reducing the installed mass.
Les Naday, mining industry manager
for Polydeck Screen Corp.,said there has
been some improvement in wear resistance
and durability because of new formulations
that have become available for rubber and
polyurethanes. These formulations have
proved to be beneficial in specific cases,
he said, emphasizing the way in which
manufacturers can now tailor their screen
media products to meet individual operations’ requirements.
For FLSmidth,the company’s general
manager for screen media, David Sibley,
also pointed out that while investigation
into improved materials for the manufacture of polyurethane screen panels is ongoing, none of the many materials tested in
the last few years has demonstrated qualities over and above the material currently
in use. In addition, the use of high-quality spring-steel frames has enabled modular
screen media to achieve a much higher
“open area,” with percentages of up to
55%, while reducing the installed mass.
The company has also introduced
hybrid modular polyurethane panels using
different types of screen media such as
wire screens, perforated material and
wedge wire to bring different characteristics to modular screening.
Screening specialist for Tenova Delkor,
Rhett McElvenny, looked at materials used
in linear belt screens. “The screening
medium used for the linear belt screens
has historically been a woven polyester
mono-mono construction,” he said. “Some
duties can use polypropylene cloths.
However, these pose tracking problems,
particularly on larger machines. Some
duties may also use metal link mesh as the
screening medium, but these are quite
specific to a particular duty.”
Screen Media Design
Having asked the experts about screen
media developments, E&MJextended this
to the design of screening media. Have
there been any noticeable changes in this
area, such as the wider use of modular
designs?
Naday(Polydeck): Modular media has
taken hold in mining applications, allowing
the mixing of various duties to meet maintenance cycles. Most large mines take
advantage of modular panels’ flexibility
as well as their safe and easy installation
and removal.
LeBlond (Major Wire): Around the
world, large mining operations use polyurethane or rubber while smaller operations are largely using woven wire.
Easton(WesTech): “Specialty screening
products differ significantly from traditional vibrating products in that the material
being screened does not necessarily have
to move across the screen surface. This
opens a much wider range of possible
materials and configurations that can be
used for screening media.
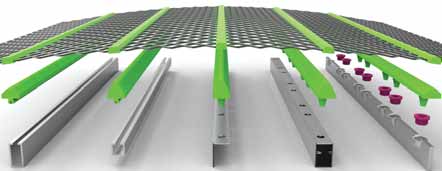
 Weir Minerals Armor polyurethane wire screen media
offers
Weir Minerals Armor polyurethane wire screen media
offers
the combination of high-grade wire cloth with a
molded
coating of premium polyurethane.
“For example, WesTech’s linear screen
utilizes a moving belt of screen fabric with
flexible roving, allowing the media to wrap
around return drums. The fact that the
media moves to the discharge eliminates
the need for the material itself to slide and
wear on the media surface. This configuration also allows for easy cleaning of the
media in the return cycle, eliminating pegging and plugging issues.”
Sandvik: More and more customers are
realizing the benefits of modular media:
easy to handle, fast installation and moulded holes with a relief angle. This prevents
problems with pegging.
McElvenney (Tenova Delkor): The
media have not changed greatly; the medium is a woven cloth and the aperture determines the cloth model used. “Tenova
Delkor has increased the size of the actual
screening device in the past five years from
25-m2units to 32 m2
and more recently,
to a 40-m
2
machine,” he said.
Perkins(Derrick): The company is committed to manufacturing urethane panels
for exclusive use on screening machines
designed and manufactured by ourselves.
There is a strong relationship between the
performance of the panel and the machine
it is installed on. “We believe that this is
truly a situation where one-plus-one is
greater than two, so to speak.”
Sibley(FLSmidth): “In most new process
plants, screening machines are being sized
according to the open area and use of modular screen panels. Further to this, we have
developed and supplied our BPS (Bolted Pin
System) polyurethane modular screen panels, where the unique design gives a superior open area and reduced installed mass of
the panels on the screen decks.”
The advantage of a higher open area
and lower installed mass adds to the
screening efficiency and the effective consumption and use of input energy. In addition, the BPS panel-fixing method has
proved to be user-friendly for plant maintenance staff, with less plant downtime for
routine deck replacement, Sibley said.
Common Screening Problems
E&MJ next asked each of the respondents
about any specific problems they see on a
regular basis that arise from operators not
using appropriate screening practice.
Sandvik:It is important to take the
whole process into consideration when
problems occur on a screen. Sometimes
there is a lack of process knowledge, and
adjustments are done on the screening
media instead of maybe making changes at
the crusher settings, chutes or feeders.
When a screen is not performing, it is
important to really understand the underlying reason for the problem. An example
might be if there is a problem with throughput, where material is not being screened
out and just keeps recirculating. Having the
knowledge to do a proper study to identify
the real problem is key here.
 Polydeck says its modular panels are easy to place and
Polydeck says its modular panels are easy to place and
remove, but theylike all modular productsmust be
installed correctly for maximum effectiveness.
Even if the problem is shown to be on
the screen, the actual cause might be
somewhere else. Just making changes to
the screening media when it comes to hole
sizes and thickness could lead to an endless road of changes that don’t really solve
the problem. The cause of the poor screening might instead be non-optimal screen settings, where changes to the speed or
stroke could provide the solution.
Another common problem is uneven loading over the width of the screen, or feed segregation, in which case changes to the feeding arrangement is the solution. It is also
important to remember that making adjustments to the crusher may also help. In reality, there is often very limited benefit in changing the properties of the screening media
before the feeding arrangements and screen
settings have been optimized. Our teams
often run into “screening problems” that
have other causes than the screening media.
Perkins:“Performance problems arise
from improper installation of the panels on
the machines. Derrick is developing mechanisms that mitigate this problem.
However, with such a large installed base
worldwide of older technology, coupled
with the long life of the machines, this is
an ongoing training hurdle for the natural
turn-over experienced by most operators.”
McElvenney:“The most common problem that we see is screens being fed with
too much coarse material as a result of mill
discharge cyclones being overloaded and
‘roping.’ This results in the screen receiving slugs of coarse material and subsequently flooding.”
Leblond: “A large percentage of the
woven wire media in use break because of
poor installation that is itself a result of a
lack of know-how on proper practice. Since
2008, Major Wire and its authorized dealers
have given a simplified screen maintenance
seminar to more than 6,000 operators to
teach best practice in the installation of tensioned screen media on shaker screens.”
Naday:While modular panels are simple and easy to install and remove, difficulties caused by untrained contractors
doing maintenance are seen. Sometimes
panels are left in operation after they have
failed, causing costly repairs, and sometimes the installation is done incorrectly.
Easton:The greatest difficulties arise
when particular screening technologies are
misapplied. For example, using a highenergy vibratory screen on material that is
very friable can cause significant attrition
and particle-size degradation, leading to
losses as well as plugging. Often in mineral applications, the need to classify material by particle size is superseded by the
need to classify on particle density. If size
classification techniques are attempted
when both size and density classification
are required, the results can be disastrous.
Sibley:“Over a long period, we have
observed that screening machines are not
correctly maintained or setup for the
screening duty they are being utilized for.
We frequently find that the amplitude and
speed are not appropriate to the cut size,
and the ‘g’-forces are incorrect for effective
stratification and screening efficiency.
 Major Wire developed its line of crown bar adaptors, pictured here, to help producers who had flat screen
Major Wire developed its line of crown bar adaptors, pictured here, to help producers who had flat screen
decks
that were limited to only using modular type screen media but wanted to use Major Wires
Flex-Mat 3 tensioned
high-performance screen media.
“This can result in shorter screen life
from the abrasion caused by deeper bed depths. In addition, poor screening efficiency can lead to higher recirculating
loads. This in turn can have the effect of
increasing the cost per ton in downstream
equipment, such as higher wear rates of
crusher manganese and the over-generation of fines in the product.
“As far as spillage is concerned, poor
housekeeping and inappropriate maintenance are health and safety risks. They
also push up the cost per ton, but can be
corrected with proper plant management.
The old saying of ‘penny wise, pound foolish’ springs to mind, with the main emphasis being placed on initial cost rather than
the cost per ton. Disregarding the overall
importance of any screen media used in a
process also has a negative impact on
achieving the lowest cost per ton.”
Cutting Screening Costs
Here, the respondents gave their views on
the measures that operators can take to
reduce screening costs within the overall
cost of mineral processing.
Sandvik:Make a close study of the
process, ensuring to really get what is
being aimed for. It might be better overall
economy to produce a smaller tonnage of
higher-quality material than a higher total
tonnage at lower quality. It is most important to fully know and understand the
process. Study the screens very closely; in
general, there is a lot of focus on crushers,
but screens are allowed to run with very
little attention—unless problems occur.
Having large amounts of unscreened final
product will only cause high circulating
loads in the process, so causing unnecessary wear on all the other equipment
involved.
Naday:Screens do not get the respect
given to more costly equipment, even
though screening is a critical part of the
process that can cause exorbitant costs in
other equipment. A screening expert can
determine and recommend the optimal
parameters for an operator’s specific conditions. Questions to ask include: Is the
screen running at the correct speed? Is the
media performing its metallurgical duty? Is
the media maintenance fine-tuned to the
plant maintenance cycle? Are fines adequately removed from the circuit?
McElvenney:As a belt linear screen
receives and cleans a considerable slurry
flow, it is imperative that it is regularly
maintained to ensure free roller movement,
which in turn reduces stresses applied to
the screening cloths. Flood detection sensors also reduce flood events.
Sibley:As noted above, the cost per ton
can be improved with appropriate management. To assist this process, plant surveys will identify problem areas where the plant
is not performing adequately or according
to its original design. Based on the survey,
corrective action can be planned with the
incorporation of the latest technologies
where appropriate.
Easton:A firm understanding of the
classification requirements in a particular
application are the best starting tools an
engineer or operator can use. Recognizing
what the process requirements and constraints are, and reconciling those with
equipment solutions, is critical. Having the
right screening and classifying equipment
to achieve the desired process at the best
combination of capex and opex will ensure
the highest return on investment.
 Derrick Corp. uses its proprietary blends of urethane materials to achieve a panel that is robust, while
Derrick Corp. uses its proprietary blends of urethane materials to achieve a panel that is robust, while
maintaining the highest open area available. In 2013, Derrick produced its finest urethane panel yet at
45 µm (325 mesh).
Leblond:The answer to this question
varies depending on whether tensioned
media or modular panels are being used on
shaker screens. Looking specifically at tensioned-wire media, either woven or FlexMat 3, the media should wear and not
break. Operators should know how to install
screen media so as to eliminate breakage.
Perkins:“The single largest contributor currently to reducing operating costs
within mineral processing is the application of the Derrick Stack Sizer. Derrick’s
application engineers are enabling concentrators to drastically reduce grinding
costs through the use of fine screening to
replace more traditional separation
devices like hydrocyclones.”
Future Trends
Finally, E&MJ asked the experts how
they see screening practice developing,
especially in terms of screen media design and properties.
Easton: “Continued development of
materials of construction as well as configurations will inevitably improve valuable
material recovery. Thinking outside of the
box is key to finding better ways of classifying and screening. Just because this is
how it always has been done is no longer a
valid selection criteria. Undoubtedly there
will be those who stick with ‘if it ain’t
broke, don’t fix it,’ but rest assured soon
they may be left in the dust by those interested in finding a better way.”
Sandvik:More advanced products are
to come, both regarding material and
design. Customers are requesting longer
lifetimes combined with high efficiency.
That will not be solved just by using thicker media; it has to be something else.
Leblond:“I see Flex-Mat 3 replacing
75% of the woven-wire screen media and 25% of the polyurethane or rubber media,
around the world.”
Naday:More and more focus on the balance between screens and the surrounding
equipment is being seen. Attention is needed to producing screen media with large
open areas, to material blends, and especially to consistently reproduce modular
screen media for maintenance planning
and consistent availability.
Sibley:The industry is constantly on
the lookout for methods to improve existing
processes and to develop new processes for
products. It follows that as these innovations are implemented, new screening
technologies may be needed, so existing
screen media will need to be examined and
modified to complement any innovations.
Weir Minerals’global product manager
for screen and screen media products, Kurt
O’Bryan,sees a potential trend developing
with some customers, where wire screen
media could be an option. “Customers are
starting to question what kind of media
they are using. Some are considering
switching from urethane back to wire,
increasing efficiency in spite of higher
maintenance requirements,” he said.
“Adding value to plant design and operation will become recognized as a new area
of development in the near future. Special
knowledge and experience with regard to
screen media and its application should be
considered in the initial stages of plant
design, and acted on positively to ensure
that when installed, all the criteria affecting
the screen media are taken into account so
as to maximize the process efficiency.”
