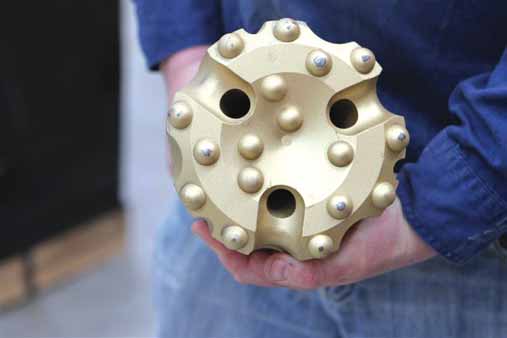
The business end of a DTH bit, with button and face profiles optimized for a specific application. (Photo courtesy of Sandvik)
Productivity and Cost-efficiency Drive DTH Drilling
Down-the-hole (DTH) is one of the mainstream drilling technologies for mining and quarrying worldwide. Recent improvements have largely been aimed at making systems more fuel-efficient and at optimizing tool life.
By Simon Walker, European Editor
According to U.K.-based Halco Rock Tools, now an autonomous company with-in the Caterpillar group, it introduced DTH technology to the world in 1951. Working with the Belgian company, Stenuick—which is now operating in France and still supplies rigs and equip-ment to the quarrying, water-well and construction industries—it developed the first DTH hammer, which operated at an air pressure of 100 psi.
Two years later, the first Halifax Tool Co. (today’s Halco) DTH drill came on the market, with the world’s first DTH-drilled blast taking place in a quarry in the U.K. To put this into context, other notable events that year included the first suc-cessful ascent of Mt. Everest, and the coronation of Queen Elizabeth II.
It is not difficult to see, then, that DTH drilling is now a mature technology, with many companies worldwide supply-ing the equipment and consumables needed. Some, such as Atlas Copco, Boart Longyear, Halco and Sandvik, sup-ply world markets; others are regionally based, providing equipment that is com-patible with machines from the major manufacturers.
Nonetheless, having a mature tech-nology does not mean that the industry stands still in terms of further develop-ment. Greater reliability, longer service lives, easier and more cost-effective maintenance and better energy-efficien-cy are all targets for improvement, espe-cially at a time when fuel costs seem to be rising inexorably. With some excep-tions, mainstream DTH drilling uses compressed air as its operating medi-um, so optimizing compressor-fuel usage can have a significant impact on operating costs.
Surface Rigs in Yellow...
Atlas Copco has recently been through a
major rebranding exercise for its surface
drill rigs, with three basic families in
its range: FlexiROC, SmartROC and
PowerROC. Each of these in turn con-sists of several models, with some
machines in each family designed to
carry DTH equipment. Machines thus
equipped include the FlexiROC D45,
D50, D55, D60 and D65, while the
PowerROC family includes the D40 and
D55 and SmartROC the D65. In general
terms, the smaller rigs in each group are
aimed at construction and quarrying
markets, while the larger machines can
also find surface-mining uses in applica-tions where a rotary blasthole rig would
be too big.
Introduced in 2010 as the Smartrig ROC D65, the now-renamed SmartROC D65 built on the mechanical concepts of the former L8 rig by combining these with Atlas Copco’s Rig Control System (RCS) for automation and control. The company notes that RCS can be used to control all of the rig functions, including the complete drilling cycle, automated pipe handling, data transfer between the work site and the mine office and, as an option, hole-to-hole navigation.

The rig is designed to be used with Secoroc COP 44, 54 or 64 DTH hammers to a maximum depth of 54 m, for holes in the range 110–203 mm (4 5 ⁄16–8 in.). Power is provided by a 402-kW (539-hp) Caterpillar C15 engine, driving an Atlas Copco XRX 10 two-stage compressor that supplies up to 470 liter/s (995 cfm) at 30 bar (435 psi).
Speaking at the time the machine was introduced, Atlas Copco Product Mana-ger Olav Kvist said: “This is the future of small-hole drilling in open-pit mining operations. The capabilities of the ROC L8 and SmartROC have now been brought together in a single rig.”
Meanwhile, the company’s FlexiROC D65 provides a comparable level of tech-nical capability without the use of the RCS. These machines are designed for applications such as large-scale produc-tion work, presplit drilling, reverse-circu-lation drilling and in-pit grade control.
Presplit drilling is a major use for these machines, as was featured earlier this year in E&MJ(May 2012, pp.28–32) at Eldorado Gold’s Kişladağgold mine in Turkey. Here, a FlexiROC D50 is used to drill 95-mm (3¾ in.) presplit holes at 1-m spacing around the pit perimeter.
The forerunner of the FlexiROC D60, the ROC L8, is also used at the Murgul open-pit copper mine in eastern Turkey as the main production-drilling rig. Holes are drilled at 165-mm (6½-in.) diameter to a depth of 12 m, with a fleet of five machines keeping the mine call fulfilled. Today, the FlexiROC D60 is powered by a 328-kW (440 hp) engine, driving a 405-liter/s (858-cfm) compressor.
...and in Orange
Since introducing it at the bauma equip-ment exhibition in Germany in 2010, and
its market launch last year, Sandvik has
been demonstrating its DI550 DTH rig at
shows around the world. In November, it
will be on display at bauma China, while
in June it made its UK debut at the
Hillhead quarry-equipment show (See
E&MJ, August 2012, pp.118-119).
Sandik said the DI550’s main appli-cations include production drilling, quar-ry and mine development, and pit-wall control. The rig has a 324-kW Caterpillar C13 engine driving a 407-liter/s (659-cfm), 24-bar compressor, and is de-signed for drilling 90–165 mm (3½–6½ in.) holes using 3-, 4- or 5-in. hammers.
The company suggests this match of power and hammer size makes the rig pro-ductive, while keeping fuel consumption and operating costs as low as possible. Cost-effective machine performance is further enhanced by other features such as active diesel rpm control, optimized diesel rpm level during drilling, and active control of the compressor running temper-ature, Sandvik added.
Fuel efficiency is a key yardstick for drilling performance these days, with all of the major manufacturers focusing hard on achieving greater drill meterage from each liter or gallon of diesel. Sandvik has reported on a quarry appli-cation in the UK where, it claims, the drill contractor has achieved a 40% reduction in fuel consumption since buying a DI550.

DTH drilling is by no means exclu-sively confined to surface mining, as Sandvik showed at the end of 2009 when it became the exclusive distributor for underground DTH drills made by Canada’s Cubex. In this application, DTH often becomes ITH (in-the-hole) since ring and raise drilling invariably involve hole directions other than downward.
Sandvik and Cubex extended this agree-ment a year later to include Cubex’s QXR surface DTH range, which Sandvik now markets as its DR540, DR560 and DR580 models.
Cubex In-the-Hole
From an initial response to the Canadian
mining industry’s need for accurate blast-holes underground, today Cubex has
established itself as a major world sup-plier of ITH drill rigs. The company pro-duces both wheeled and tracked
machines that can be customized to
answer specific application needs,
together with air-pressure booster units
that give the rigs greater input power and
productivity.
The rubber-tired range includes the Aries and Pegasus rigs, designed for con-ventional compressed-air ITH, and the Aquarius, which carries a Wassara water-powered drill system. The Aries’ capabil-ities cover 92–216 mm (3⅝–8½ in.)-diameter holes, while the Pegasus can drill 89–203 mm (3½–8 in.), with both rigs capable of at least 100-m (330-ft) hole depths. The Aquarius, meanwhile, can be equipped with a Wassara W80 hammer for 89–114 mm (3½–4½ in.) holes, or a W100 for 114–127 mm (4½–5½ in.) holes, with a comparable depth capability.
Tracked rigs include the 5200, 6200 and Orion, which can be used to drill 89–762 mm (3½–30 in.)-diameter holes, and can be used for reaming up to 445-mm (17½-in.) holes using a 12 in. hammer. The 6200 is available in two versions, one of which, the 6200N, the company claims to be the narrowest ITH rig available on the market. Meanwhile, the 5200 offers similar production capa-bilities to the 6200, but is fitted with an on-board booster compressor that can supply 460 liter/s at 24.1 bar (750 cfm at 350 psi).
The Orion can also be changed from production drilling to blind-boring using a Machines Roger V-30 within a single shift, Cubex said, with both the Aries and Pegasus rigs also having this multi-func-tion capability. In general, applications for Cubex rigs include ring or fan drilling 50–155-mm (2–6½-in.) production holes, drilling large-diameter holes for slot raising, and being used with a reverse-circulation hammer for grade control and ore definition.

Raise-drilling with DTH Hammers
Marketed since 1984 by Québec-based
Machines Roger International, the V-30
raise drill is based on DTH hammer tech-nology, with a difference. The company
reports that it has sold its equipment,
which consists of twin 6-in. hammers
mounted on a high-strength chassis, to
mine operators in Canada, the U.S.,
Brazil, Turkey, Australia, Spain, Ghana
and Tanzania.
Attached to the drill string on an ITH drill, the V-30 is designed to complete 762-mm (30-in.)-diameter slot and ven-tilation raises, ore, waste and backfill passes, and inter-level holes for services, cables and water drainage. The attach-ment requires 740 liter/s (1,200 cfm) of compressed air at 21-bar (300-psi) pres-sure, and can be used in a number of different ways.
In conventional drilling, with access to both upper and lower levels, the V-30 is pulled up from above using a pre-drilled 254 mm (10 in.) pilot hole as a guide. Where the lower level is inaccessi-ble, however, the system can be used in down-reaming configuration, again using a pilot hole. A third option is as a blind box-hole borer, with the ITH rig used to drill and ream upward.
Machines Roger states that experi-ence with the V-30 has shown that it can drill at rates of up to 2.6 m/h (8.5 ft./h), depending on the rock conditions, while it can handle hard rock as well as softer materials. Holes can be reamed out at any inclination from 42° to vertical, the company adds.

Wassara Water Power
A wholly-owned subsidiary of Sweden’s
principal iron-ore producer, LKAB,
Wassara has established itself as the
world’s leading supplier of water-powered
ITH drilling systems. Major advantages
claimed for the system include greatly
increased directional accuracy, especial-ly over long holes, and markedly lower
energy costs, since high-pressure water
pumps are more efficient than air com-pressors. There is also less airborne dust
in the working environment, and no oil
mist in the air, since the hammers are
water-lubricated.
The company explains that one of the key reasons for the system’s greater accu-racy over long holes is the low velocity of the return water flow between the drill pipe and the side of the hole. This reduces the wear on the hammer guide ribs, with Wassara hammers being made with differ-ent guide-rib depths to allow for the reduc-tion in hole diameter as bit-wear increas-es. Wassara cites an example, taken from trials carried out at LKAB, where average hole deflections over a 220-m depth were just 1.3% for its system, compared with over 19% for holes drilled with a conventional top-hammer rig.
Increased accuracy over greater hole depths means that sub-levels can be spaced further apart, Wassara points out, which in turn saves substantially on development costs.
For production-hole drilling, Wassara’s range includes the W80, W100, W120 and W150 hammers, with hole size capa-bilities covering 95 to 165 mm (3¾–6½ in.) In February, the company introduced its new W70 hammer, which extends the bit-diameter range available between its existing drilling systems and is primarily designed for nominal bit diameters of 82 and 89 mm (3¼–3½ in.). The hammer package includes the new W-Bit drill bit which, Wassara said, is optimized for water-powered drilling, with the W70 being targeted at applications where dia-mond drilling and/or top-hammer drills are currently being used.
Water consumption for the W80 ham-mer ranges from 130 liter/minute when new to double this when worn (34 to 68 U.S. gallons/minute), while the W150 uses from 350 to 500 liter/minute (92 to 132 gal.) under similar wear conditions.
Aside from equipment for long produc-tion and service holes, Wassara also offers its water-powered slot-drilling system, which allows for burn-cut slots up to 40-m long to be formed from a set of accu-rately located parallel holes. The system uses W100 and W120 hammers, with slot holes being drilled at 152 mm and the surrounding blastholes at 115 mm.
Hammer and Bit Technology Advances
Starting from Halifax Tool Co.’s 1950s
designs, DTH hammer and bit technology
has today become a world-wide industry
in its own right, with regional suppliers
competing head-to-head with the major
international manufacturers. And, with
the principles of hammer and bit design
so well-established now, the emphasis is
mainly on introducing more wear-resist-ant, reliable materials that will give
longer component life and lower operating costs.
Halco’s recently released GW ham-mers are specially designed to drill under a column of water and to deal effectively with back–pressure, the company re-ports. Available in 4-, 5- and 6-in. sizes, the GW series can drill hole sizes from 110 mm to 241 mm (4 5 ⁄16–9½ in.). The larger-diameter hammers, the GW500 and GW600 are also manufactured in a heavy-duty configuration for use in high-ly abrasive rock conditions, have a reversible cylinder to maximize operating life, and can be used at air pressures of up to 30 bar (435 psi).

Halco’s GW hammers have a non-port-ed piston design that improves piston performance when drilling under a col-umn of water. A built-in choke facility also allows the driller to adjust the vol-ume of air through the hammer to optimize cuttings evacuation.
Although designed primarily for use in geothermal and water-well drilling appli-cations, these hammers have also found uses in exploration and mining, Halco said. Examples include GW400 hammers being used in Australia for coal explo-ration, where drillers have hit back-pres-sure where water is present, while in Canada, GW600s are being used in min-ing for drilling blastholes in abrasive rock conditions.
In August, U.S.-based Boart Longyear introduced a new 18-model range of DTH bits which, it said, are compatible with over 26 third-party DTH hammers. “We designed the new DTH bits after receiv-ing an increase in requests for our tech-nology to fit multiple DTH hammers that have recently come into the market,” said Senior Product Manager Jay Klinko. “By adding these bits to our rock drill and blast product offerings, we have cre-ated one of the most comprehensive lists of DTH bit options in the marketplace.”
According to Boart Longyear, the new bit body incorporates premium hardened steel alloy, which improves shank wear resistance and manages bit body wash. Multiple tungsten carbide button insert designs provide good penetration rates and durability by allowing for repeated resharpening, while different face de-signs, including flat, recessed and dome, can be changed to match varying ground conditions.
DTH Expert Views
E&MJ surveyed some of the world’s
leading hammer and bit manufacturers
for their views on a number of aspects
of current and future DTH technology.
Asked about the most significant design
developments over the past five-to-10
years, Leif Larsson, DTH product man-ager at Atlas Copco, cited the adaption
of systems for high-pressure drilling as
a key achievement. Johan Bergquist,
his opposite number at Sandvik,
agreed, saying: “We have seen that the
pressure used when drilling with DTH
has been increasing in some applications. This means that the internal com-ponents and the bit will be under much
heavier load than before.”
From Halco, product market analyst Daniel Ibbotson noted that increased operating pressures have had a direct impact on improvements in the drilling velocity—something that is extremely important for drilling contractors. “The last decade brought also considerable development of RC hammers, specifical-ly designed for exploration and grade-control applications. In terms of bit design, diamond-enhanced buttons have started to be used,” he added.
Looking at the challenges facing man-ufacturers in terms of the materials used in hammers, Bergquist went on: “Increased piston velocity gives higher stresses on the internal components, while the outside wear is greater because of the higher flushing velocity. With increased piston and flushing velocities, the biggest challenge is to maintain the service life of the equipment.”
Ibbotson: “The biggest challenge in terms of materials used for manufactur-ing DTH hammers and bits is their wear and fatigue resistance.”
E&MJthen asked what improvements to hammer and bit design could respon-dents visualize—improvements that could be made economically, given that the technology is mature. “Lower the energy consumption per drilled meter through adapting the hammer designs to specific air pressures and volumes,” said Larsson, with Bergquist expanding on this by saying: “We have to focus on air consumption in order to reduce the fuel cost, try to increase the power level to increase productivity, and work with the resistance against galling (surface dam-age) to make the hammer more reliable.”
“Enhancement of wear resistance in hammers and bits by using different materials,” added Ibbotson.
Looking at surface mining specifically, respondents were asked if they see an increasing market for DTH equipment, and if so, whether this is for production drilling or for specialist applications such as pre-splitting or sampling? Bergquist: “We see an increasing market for DTH equipment for both production drilling and presplit-ting. Since mines have higher demands for stable final pit walls, presplitting is getting more important.” Larsson agreed with this, adding that Atlas Copco is also seeing an increase in the use of DTH drilling for in-pit grade-control sampling.
Getting More from
the System
Clearly, there is a strong correlation
between how a piece of equipment is
used and maintained, and the service life
that can be expected from it. This applies
to hammers and bits, just as it would to
the rig itself or the pipe string. E&MJ
asked the experts whether they had any
general suggestions as to what mining
companies and drilling contractors could
do in order to maximize the life of their
DTH equipment? Are there work-practice
failings that they see regularly, that could
be improved by better management,
training or maintenance?
Larsson: “Pay attention to drilling parameters such as the feed force and rotation,” he said in relation to opera-tions, adding that users can make use of Atlas Copco’s concept of rebuild kits in order to cut tooling costs.
Ibbotson looked at the wider implica-tions of the labor market here. “The shortage of skilled labor, especially in the southern hemisphere, means that work-practice failings can be regarded as one of the main factors affecting the life of DTH equipment,” he said. “We advise increased amounts of training to explain the proper use and maintenance of DTH equipment. That should result in opti-mum product life and cut the drilling cost per meter.”
“Train operators on a regular basis,” said Bergquist, “and emphasize the importance of lubrication.” This re-sponse is interesting in that it focuses on two critical areas: making sure that drill operators know how to optimize their performance, without letting bad habits build up, and making sure that operators and fitters are vigilant in ensuring that the whole drill lube system is properly maintained.
As Ireland-based Mincon Inter-national explained in a recently pub-lished presentation, a DTH hammer has finely engineered internal components, and without proper protection, things will go wrong. Using the correct oil provides internal protection as well as forming a vital seal between the piston and the wearsleeve, inner cylinder and air distrib-utor. Without this seal, the company adds, the efficiency of the hammer will fall, and energy will be wasted. Mincon goes on to point out that thread lubrica-tion is important as well, suggesting that it is a good idea to slacken the threads between bit, hammer and drill pipe regu-larly so that fresh grease can be added to the joint.
World Market Movements
All three respondents agreed that
Chinese manufacturers have increased
their penetration into world markets for
DTH equipment, both in mining and con-struction applications. However, quality
and productivity issues with Chinese-sourced products still seems to render
them less competitive, they said. “The
presence of Chinese manufacturers ...
should not constitute a real threat,
assuming that the [major established]
companies will still be able to provide
customers with lower drilling costs per
meter due to the better quality of their
products,” Ibbotson stated. His view was
echoed by Larsson: “As long as the pro-ductivity [of Chinese-made equipment] is
what it is, I don’t see any interest from
customers who focus on productivity and
the total cost of drilling.”
Asked to list some of the main advan-tages of their companies’ equipment over competitive offerings, the three provided E&MJ with remarkably similar state-ments. Productivity, performance, relia-bility, efficiency and durability were terms that all featured strongly in their responses, showing how today’s leading manufacturers in general—as represent-ed by this sample—are listening to their customers’ needs.
|
Earlier this year, Sandvik reported on the use of its DTH drills at Grange Resources’ Savage River iron-ore mine in Tasmania. The largest surface iron-ore mine in the state, Savage River is fully equipped with Sandvik drilling rigs and drill bits for its pro-duction drilling, the company said. Opened in 1965, and operated by Grange since 2009, Savage River produces magnetite ore that forms the feed for pellet production. The company produced 1.98 million mt of pellets last year, from 2 million mt of concentrate, with output this year expected to be 2.3 million–2.4 million mt of pellets. After a recent feasibility study showed that the mine life could be extended from 2009 until 2023, Grange decided to re-equip its drill fleet. Sandvik won the contract to supply the rigs as part of a package consisting of DTH tools, drills and crusher spare parts. The operation now has three Sandvik D45KS DTH rigs equipped with RH550 8-in. hammers, and three DI600 DTH rigs equipped with 6-in. hammers, together with 4-in. hammers for presplitting. The 115-, 165- and 219-mm-diameter drill bits used have high-grade cemented carbide buttons, with the rigs also using Sandvik drill pipe. According to Sandvik, the D45KS rigs are drilling to depths of 15 m on the main production benches, while the DI600s are being used for less accessible areas. Two of these rigs are equipped with remote-control systems, so that they can operate in less-stable areas. Savage River is an old mine, with the potential for rockfall posing a significant hazard. Remote operation is therefore an important element of drilling there, Sandvik said, noting that it is working with Grange to develop an OEM system to be used on a DR580 DTH rig that is on trial there. The two companies have developed remote-control systems that enable the rigs to drill holes right up against the high wall, with the mine also using remote-control charging equipment for these holes. Sandvik reports that penetration rates have been at around 15–18 m/h for the 115-mm drill bits, 24 m/h for the 165-mm bits, and 26–32 m/h for the 219-mm bits. The RH550 8-in. hammers are averaging 28,000 drill meters, with the 219-mm bits drilling between 1,500 and 3,000 m with six or seven regrinds. The 6-in. hammers average 8,000 drill meters, and the 165-mm bits achieve between 1,200 and 2,000 m with similar regrinds. Having previously provided regrinding services at its workshop elsewhere in Tasmania, Sandvik has now set up a sharpening operation and hammer-rebuild facility on site, allowing Grange to do its own regrinding and, in the process, significantly cutting the turn-around time for regrinds. |
|
What’s New? E&MJ asked each of the three companies about the DTH products they have intro-duced recently. In a nutshell, they replied: Atlas Copco—The COP Gold series of hammers for blasthole drilling; the QLX range for deep-hole drilling; and the RC50 hammer for reverse-circulation drilling. Halco—The GW range of hammers, designed for use in the world’s most challeng-ing geothermal and water-well applications, where drilling is done under a column of water. Sandvik—Currently developing a new family of DTH hammers. |

