A Closer Look at Reagent Consumption
Reagent performance is constantly improving, but is your plant keeping up as well?
Tips on how to assess SX plant performance and reagent usage.
By Owen Tinkler, Cytec Industries Inc.
 Growth in demand for copper metal has put pressure on producers
to optimize their equipment and procedures
Growth in demand for copper metal has put pressure on producers
to optimize their equipment and procedures
throughout the production spectrum—mine, mill and plant. Reagent consumption
in solvent extraction (SX) of
copper is one area of plant operation that can warrant examination for possible
savings and efficiency gains.
Reagent consumption is an important consideration in any commercial
copper solvent extraction circuit. This article examines the main factors that
influence reagent consumption and considers the validity of comparing the relative
performance of different plants using the widely used “Reagent Usage”
metric (described as the mass of reagent consumed in a given period of time, divided
by copper cathode production for the same period of time). An alternative metric—
called Net Reagent Entrainment, defined as reagent consumption during a given
time period divided by the PLS flow-rate for the same period—also is presented.
Reagent consumption can be divided into two categories: The first is the mechanical
loss of the organic phase. The volume of organic lost is the difference between
the total organic volume leaving the solvent extraction (SX) plant and the volume
of recovered organic. Both are equally important considerations in the control
of reagent consumption.
The second category is the loss of extractant by hydrolytic
and other forms of degradation. Although all modern copper SX reagents are highly
resistant to hydrolytic degradation, there are still differences in the degradation
rate constants, which translates into differences in reagent consumption.
Organic Loss from the SX Circuit
The loss of organic from an SX circuit, both as entrainment into the raffinate
and by removal of interfacial crud, is influenced by many factors. The most important
of these are:
Mixer/Settler Design – Depending on other contributing
factors, mixer/settler design can play a major role in reagent consumption. In
recent years, improvements in mixer/settler design have resulted in a significant
decrease in the average reagent consumption at new plants, in comparison to older
plants (although it is recognized that some “older” design plants
still provide good performance). Low-shear mixer design and optimized settler
design have enabled plants operating with design flows and clean pregnant leach
solution to operate with entrainment losses of <10 ppm and with very low interfacial
crud generation.
Flow versus Design and Mixer Continuity – The flow rates
of PLS and organic relative to plant design can have a significant influence on
both entrainment and organic loss with crud removal. If the PLS flow is increased
relative to the organic flow so that the O/A ratio drops below 1:1, the dispersion
in the extract stage mixers will generally be aqueous continuous. Theoretically,
aqueous continuous operation should result in increased organic in aqueous losses,
but decreased aqueous in organic losses. In practice, this is observed in some
but not all cases. For instance, one large commercial plant which inverted the
mixer continuity in its raffinate stages from organic to aqueous continuous was
actually able to lower entrainment losses from 60 ppm to 40 ppm over the course
of a threeyear period, while increasing the PLS flow by more than 20%.
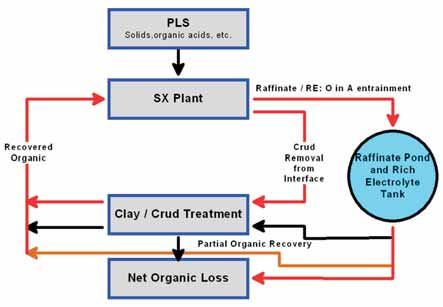 Figure 1: Points of reagent exit and entry into an SX circuit.
Figure 1: Points of reagent exit and entry into an SX circuit.
Return of Recovered Organic to the SX Circuit – Effective
organic recovery can have a huge influence on overall reagent consumption. A range
of equipment is available to recover organic both from the raffinate pond and
from organic associated with crud.
Recovery of Organic Associated with Crud – Efficient recovery
of organic associated with crud is one of the most straightforward ways of lowering
organic consumption. Several types of process equipment have been developed to
separate organic from crud, the most widely used of which are centrifuges, plate
filters and filter presses.
Recovery of Entrained Organic – Recovery of entrained
organic—that is, the organic floating on the raffinate pond and the rich
electrolyte tank—is important both to minimize organic consumption and for
good housekeeping. Organic that is left to build up on the surface of the raffinate
pond or rich electrolyte tank may undergo both hydrolytic and oxidative degradation.
Examples of equipment used to recover organic in the raffinate leaving the plant
include Pacesetters and Jameson cells. Examples of equipment used to recover organic
from the raffinate pond and electrolyte tank include tank skimmers and belt or
mop skimmers. Appropriate use of baffles and booms within ranks and raffinate
ponds can also assist in allowing entrained organic to accumulate on the surface
where it can be recovered.
In order to get an idea of the relative impact of the
various factors described above, four theoretical cases are presented in Table
1 and discussed in the section below.
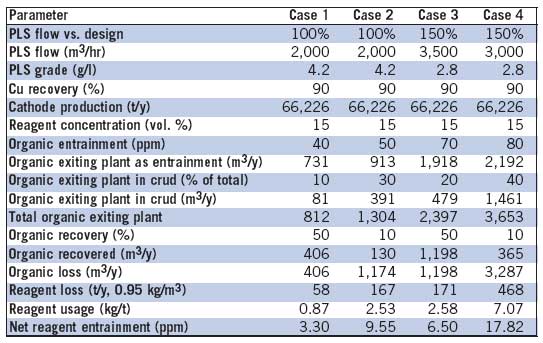 Table 1: Comparison of effects influencing reagent consumption.
Table 1: Comparison of effects influencing reagent consumption.
Case 1 considers a modern SX plant operating at design flow with
low-turbidity PLS. The plant achieves over-theweir entrainment of organic into
the raffinate of 40 ppm and organic associated with crud leaving the plant accounts
for 10% of the total. Organic recovery both from crud and entrainment is efficient
at 50%. Accordingly reagent consumption, expressed both as Reagent Usage and Net
Reagent Entrainment, is very low.
Case 2 also considers a modern SX plant at design flow but with
higher turbidity and poorer organic recovery systems in place. As a result of
the higher turbidity, entrainment of organic into the raffinate is slightly higher
than in Case 1 and organic associated with crud leaving the plant now accounts
for 30% of the total. The poorer recovery system means that only 10% of the total
organic leaving the plant is recovered. Organic consumption expressed both as
Reagent Usage and Net Reagent Entrainment is approximately three times higher
than in Case 1.
Case 3 considers a modern plant which has increased the PLS grade
50% to maintain production as the PLS copper grade has fallen to half the value
used in Cases 1 and 2. Relative to Case 1, although PLS turbidity remains low,
the higher PLS flow rate results in higher entrainment of organic into the raffinate
and higher loss of organic associated with crud. Recovery of organic is as efficient
as in Case 1 but with nearly double the organic in aqueous entrainment leaving
the plant, the reagent usage is three times that of Case 1, while the Net Reagent
Entrainment is double.
Interestingly, the reagent usage is very similar to Case
2, although Net Reagent Entrainment is only two thirds of the value in Case 2.
So which is the better operating plant? Are they similar, as the reagent usage
number suggests, or is the plant in Case 3 actually operating better than the
plant in Case 2?
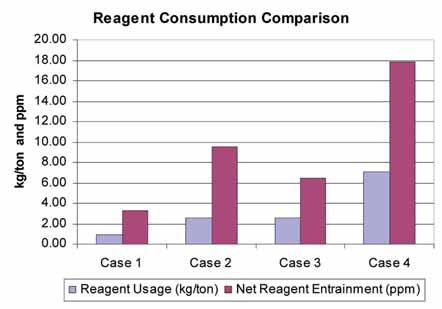 Figure 2: Reagent consumption comparison.
Figure 2: Reagent consumption comparison.
Conclusion While reagent usage is a useful guide to plant performance,
direct comparisons may be misleading as no two plants have identical operating
parameters. Recommendations for controlling organic consumption include:
•Maintain
good mixer emulsion continuity in the phase that is appropriate for mixer organic/aqueous
ratios (no mixed phases);
•Maintain quality of separation in settlers, including:
proper crud management, minimize solids/crud leaving aqueous
weir (carrying organic), and appropriate depth of organic/aqueous phase based
on flow rates to maintain similar relative velocities of phases;
• Minimize
mixer agitation to avoid formation of micro-droplets;
• Avoid entrainment
of air that is pulled into the mixer through feed lines, pumps, or from the surface
of the mixer;
• Recover organic from crud that is removed from the plant;
• Use tanks, coalescers, etc. and control flow of solutions in raffinate
ponds to allow entrained organic leaving the plant to coalesce and collect in
areas where it can be recovered;
• Use skimmers, organic recovery mops/ropes,
etc. to collect pooled organic; and
• Properly clean recovered organic to
ensure that no contamination is introduced into the SX plant, which would phase
separation problems.
 Owen Tinkler is regional manager–Metal Extraction Products,
Europe,
Owen Tinkler is regional manager–Metal Extraction Products,
Europe,
Middle East and Africa for Cytec Industries Inc.